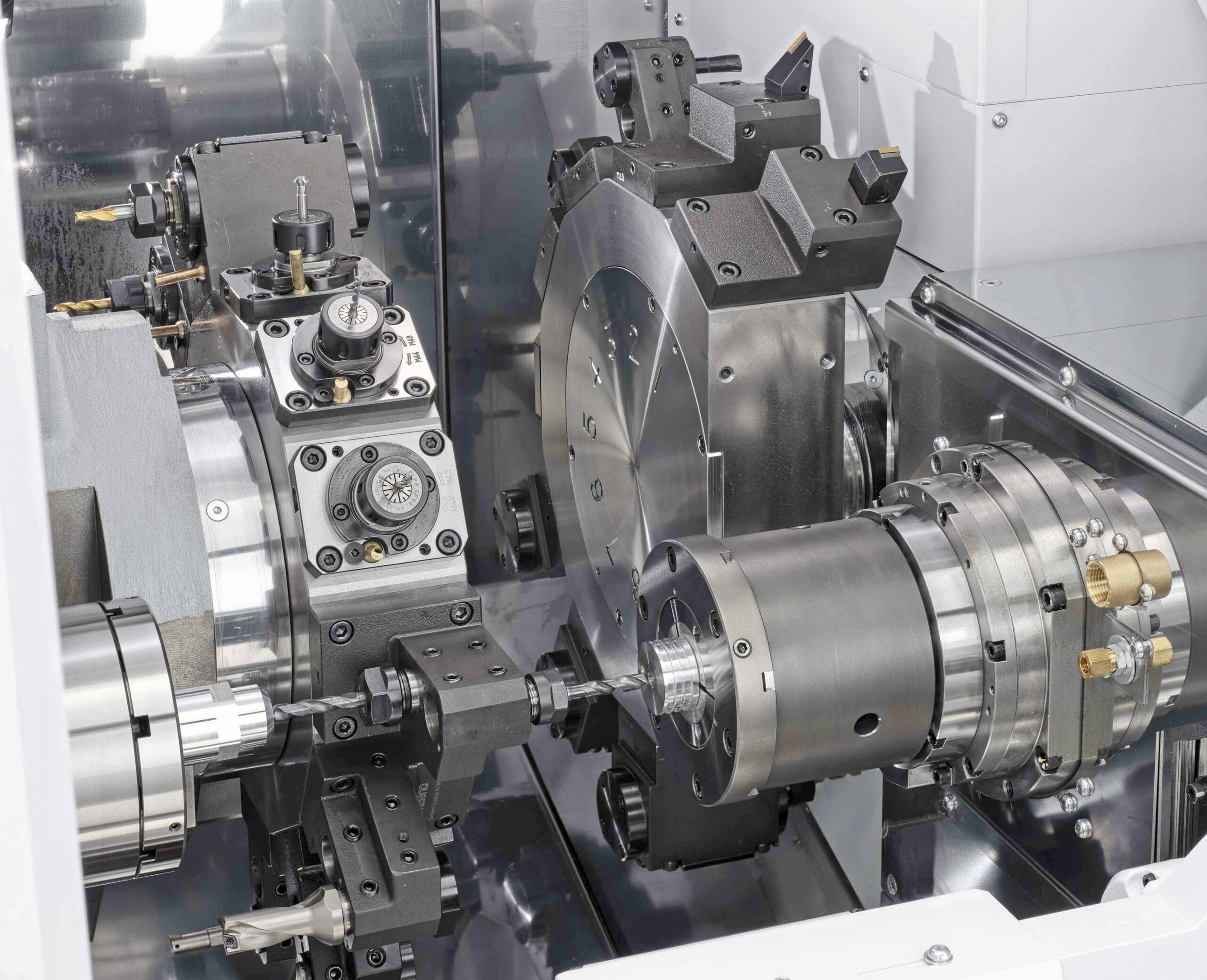
The installation in April 2025 at Dawson Precision Components of a Citizen Cincom L20-XLFV sliding-head lathe brings the subcontractor’s tally of CNC turn-mill centres to 21, most of which are bar fed and have driven tooling. The high-precision turned parts specialist, which is required by some customers to hold tolerances down to single-figure microns, also operates three vertical machining centres mainly for second-operation work on larger turned components.
The additional Cincom lathe brings the proportion of sliding-head lathes as distinct from fixed-head models in the Oldham factory to nearly three-fifths, or more if one takes into account a Citizen Miyano BNA-42GTY. It is a hybrid fixed/sliding-head lathe capable of operating like a slider in guide bush-less mode, with the headstock able to move in and out of the working area.
The subcontractor has been growing organically since the 1970s and has expanded its factory four times, most recently in 2024 when the shop floor was increased by nearly 50% at a cost of £1.2 million. In the early days, the company fulfilled contracts mainly using single-spindle cam autos, but these had disappeared by the mid-1990s to make room for CNC fixed-head lathes.
It was not until the year 2000 that the first three CNC Cincom sliding-head lathes were installed, all 20 mm capacity L20-VII models that initially were devoted to producing large volumes of body jewellery from titanium bar. As is nearly always the case, once such capacity is available the work builds up and sliding-head contracts now account for a majority of throughput.
Several 12 mm capacity Cincoms have also been purchased, the latest being a pair of L12-VIIs which arrived in 2014. There are also 38 mm capacity models on the shop floor, the most recent an M32-VIII installed in early 2023 having an expansion kit allowing it to produce parts from bar up to 35 mm in diameter.
The newer sliding-head turn-mill centres benefit from the ability to remove the guide bush in about half an hour, allowing better accuracy to be achieved when turning components, particularly with regard to concentricity. The approach is ideal for producing components that are shorter than nominally two and a half times their diameter and has the added benefit of considerably reducing the bar remnant length.
This not only saves cost, but also allows more components to be produced from a single bar, so the guide bush is removed for as much as 10% of production on the seven Cincoms in Oldham having the facility. A further advantage of guide bush-less operation is that the use of rolled bar whose diameter varies by up to 0.2 mm can be tolerated, whereas sliding-head operation normally requires the use of ground bar accurate to within 30 or 40 microns.
To get around this problem and enable less expensive bar of lower quality to be used for traditional sliding-head turning, a JBS compensating guide bush has been fitted to the latest L20-VIIILFV and Dawson Precision Components has retrofitted another one to a similar machine installed in 2022. The bush continuously compensates for variations in the diameter of the bar as it advances into the machining area, leading to high machining accuracy, repeatability and process reliability. Another advantage of the JBS system is its ability to dissipate heat generated when machining tough alloys, reducing even further the possibility of material seizing within the guide bush.
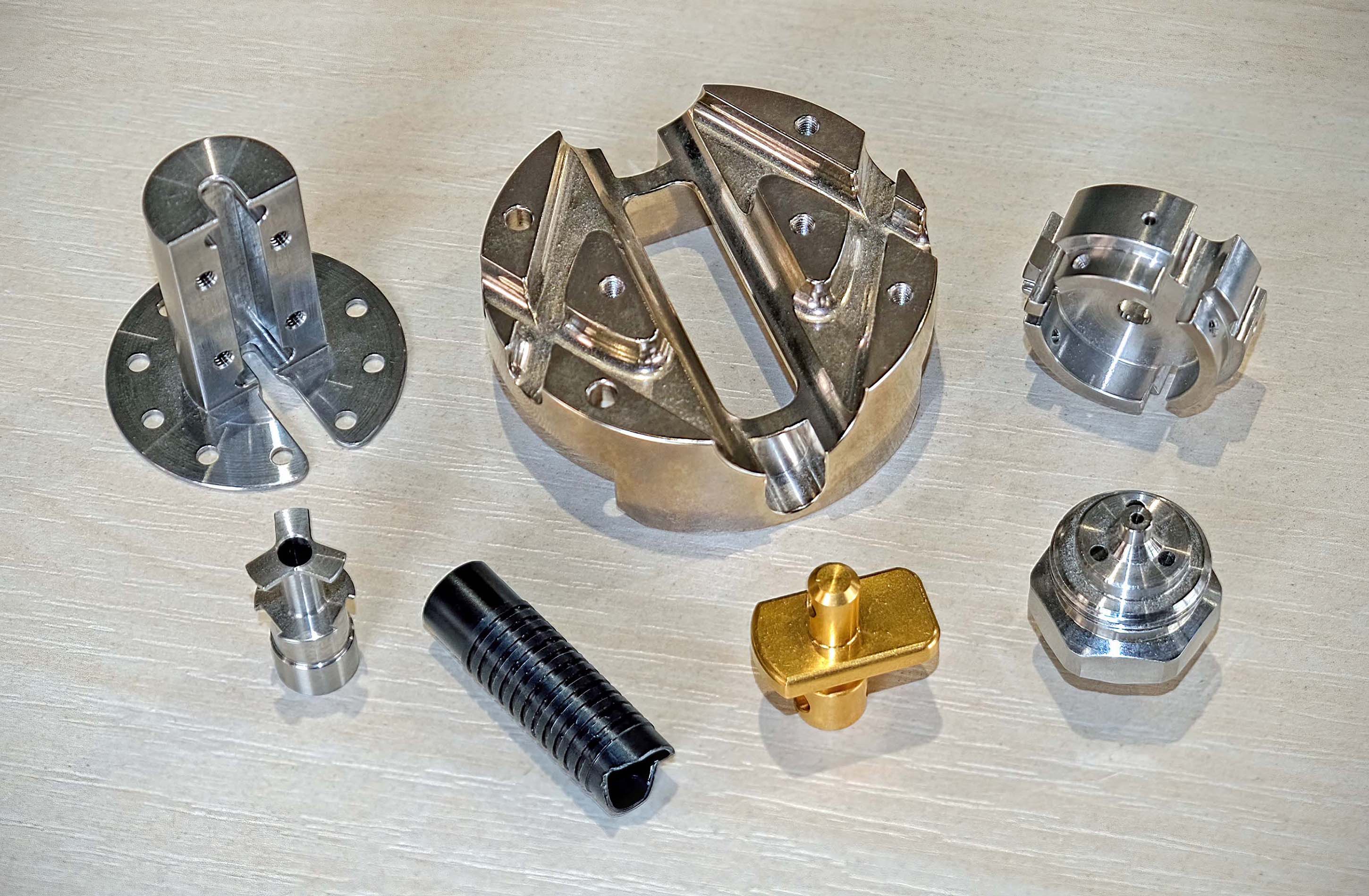
A vast array of materials is machined by Dawson Precision Components for customers in the medical, life sciences, space, defence, communications, rail, motorsport, leisure and other sectors. They include plastics like PTFE, PEEK, acetal and nylon, which collectively account for up to 15 percent of production output. The ability of Citizen’s LFV operating system software to break what would normally be stringy swarf into short, manageable chips is a key reason for the subcontractor choosing the chipbreaking option on its three latest Cincoms, as well as the Miyano.
It is similarly effective when turning copper and numerous types of aluminium, while stainless steels, titanium and brass are also regularly processed in Oldham. General tolerance stipulated on drawings is ± 0.1 mm, but some medical parts need to be machined to 5 microns total. Usual batch size varies from 5 to 200, but exceptionally can be up to 20,000. Production is over a flexible shift pattern, including long periods of autonomous running. Lights-out operation is avoided due to the often tight tolerances that need to be achieved.
Mr Dawson said, “There is no doubt Citizen lathes last a long time – we have one on the shop floor that is still producing components and holding tolerance after 25 years. Our policy, though, is to replace them regularly to take advantage of the higher productivity that modern, faster machines allow, as it makes it easier to compete for new work.
“With the high cost of electricity these days, reduction in power consumption is becoming ever more important. Thankfully, contemporary Citizen lathes with their advanced ecological features are more economical to run than earlier models. We have just had solar panels fitted to our factory, which provide about one-third of our electricity consumption. These measures are helping us reduce costs and will make us even more competitive going forward.”
Medical Equipment Factory’s Meteoric Expansion Continues Alongside Citizen Lathe Investments
Formerly with an almost exclusive focus on producing equipment such as resuscitators used by paramedics and first responders in pre-hospital care and the emergency services, Halstead-based Meditech has since the…
4-axis Chip-breaking Takes Productivity To The Next Level
MACH 2026 will be the first major UK exhibition at which Citizen Machinery’s patented LFV (low frequency vibration) chip breaking will be demonstrated with 4-axis simultaneous capability. While the functionality…
Ten Sliding-head Lathes In Five Years Transform Production Efficiency
Established in 1995, toolmaking, metal pressings and plastic injection moulding services provider TWP Manufacturing Group, Tipton, started making a range of proprietary products after the financial crisis of 2008 to…