John Cable at the control of the Citizen Cincom L32-XIILFV sliding-head lathe with B-axis live tool carrier, which was delivered to C&M’s Maldon factory in June 2025. An identical machine was installed two years previously.
With electricity bills, raw material costs and company taxes at record highs, coupled with an absence of anyone in Government to champion the interests of SMEs (small and medium-sized enterprises) in the UK, manufacturers like 13-person subcontract turn-milling subcontractor C&M Precision are looking to high technology to maintain profitability.
That is why the firm’s owner and managing director, John Cable, continues to buy Japanese-built lathes from Citizen Machinery UK. Modern versions have proprietary LFV (low frequency vibration) chip-breaking software in the operating system of the controls, enabling a manufacturer’s earnings to be maximised by ensuring the reliable production of superior, high-added-value components, while reducing scrap rates to virtually zero.
A view of the compact working area of the Cincom L12-XLFV.
The software, which works at both the main and sub spindles, synchronises servo axis infeed with work spindle rotation, oscillating the former to create periods of air-cutting, measured in microseconds, to break stringy swarf normally generated by malleable materials into chips of manageable size. The programmable function is markedly different from and a significant improvement over conventional pecking macros and dwells. Mode 1 is for turning of outer or inner diameters and for grooving; mode 2 is for operations that require high peripheral speed, such as fine machining or deep, small-diameter drilling; while mode 3 is specifically for threading.
Mr Cable commented, “We were an early adopter of this technology, buying our first L20-VIIILFV Cincom sliding-head lathe in 2017, the first year the function was available on Citizen turn-mill centres in Europe.
“I would never buy another lathe without LFV. We only source machines from Citizen and nearly half of our 13 lathes on the shop floor have the chip-breaking functionality, five Cincoms and a fixed-head Miyano.”
Four of the lathes have been purchased within the past two years, representing an investment of nearly £750,000, indicating Mr Cable’s desire to maximise C&M’s use of the technology and to regularly modernise the production facility in Maldon, Essex.
LFV-enabled lathes are invaluable for processing metals of high malleability like OFHC (oxygen-free high conductivity) copper, a grade that is more than 99.99% pure. The chip-breaking function is also used extensively when machining HE9 aluminium, which is known to be sticky and require close attention to chip control and tool sharpness to obtain best results.
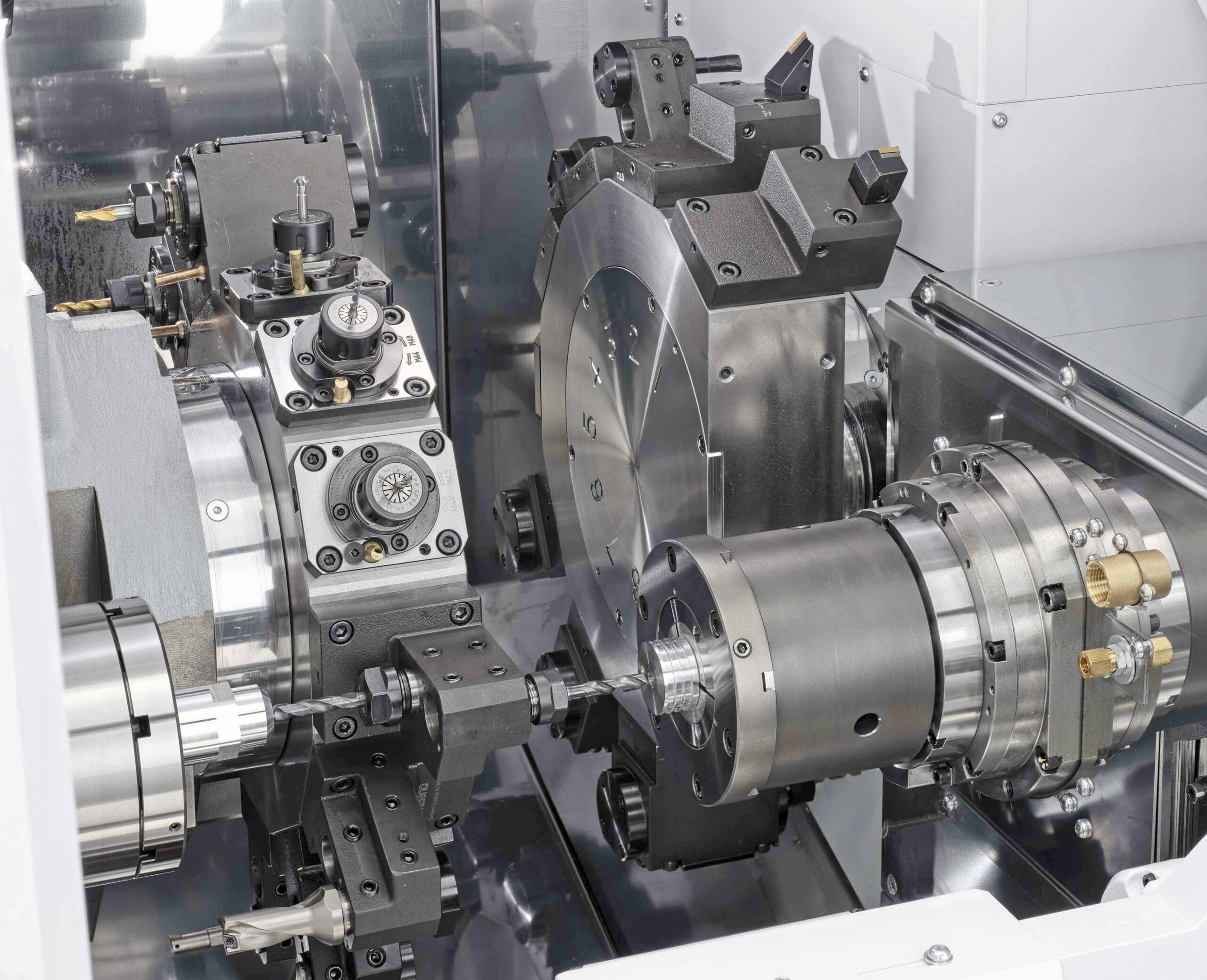
Working area of the ANX 10-axis CNC lathe, which is able to perform superimposed machining with three tools in cut simultaneously.
Other jobs regularly fulfilled by C&M involve machining of plastics, which are notorious for generating bird’s nests when turned, drilled or thread-cut. One contract involves machining 3,600 metres of acetal bar annually. Another, in a similar material for the production of a long medical device, would be impossible to tackle without LFV, according to Mr Cable.
He continued, “LFV makes mincemeat of all these difficult jobs – it really works, even on nickel alloys, and is useful for both roughing and finishing. Naturally, the brief periods when the tool is lifted clear of the surface of the bar reduces material removal rate, but only slightly.
“It is more than offset by preventing long swarf from damaging a component or tool, by avoiding having to stop the machine to clear tangled swarf, and by having all good parts in the container at the end of a long period of unattended running, including overnight.”
Mr Cable explained that LFV is programmable, G-codes being used to switch it on or off as required during a cycle. If processing materials such as brass or free-cutting alloys of aluminium or steel, it is not used at all. When it is used, it is adjustable. Citizen’s offline Alkart Wizard conversational programming interface, which guides users through the creation of a part program, recommends from its built-in code library a certain number of LFV pulses per revolution of the bar, according to its diameter and the type of material.
C&M staff then use their knowledge and experience to lower the pulse rate, often by as much as 50% to 65%, creating chips of slightly longer but still acceptable length, while at the same time lowering the proportion of air cutting in a cycle to increase productivity. The lower frequency oscillations also result in quieter metal cutting and minimise the stress on the tooling.
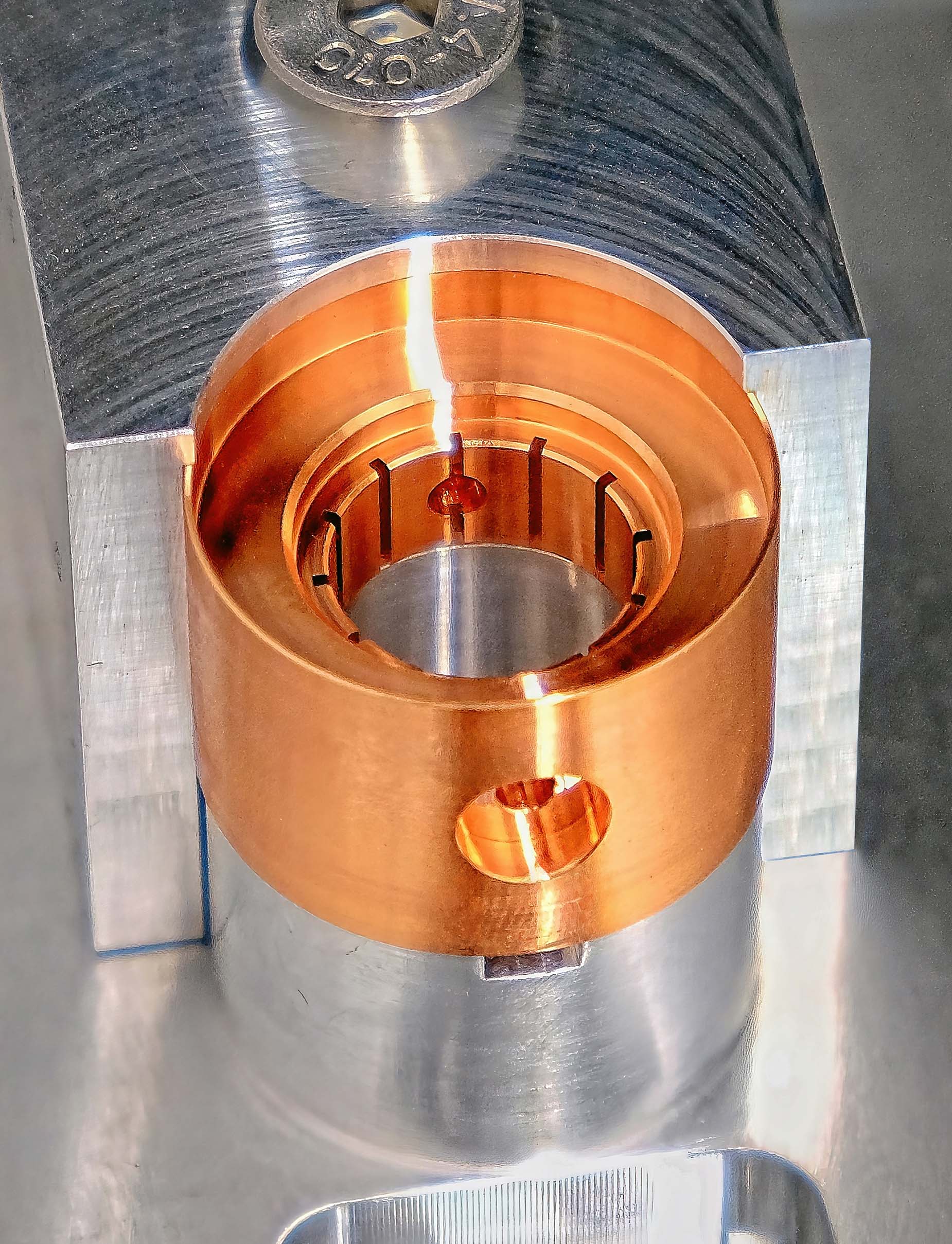
Being inspected on C&M’s new OGP Smartscope measuring machine is a 25 mm diameter OFHC copper anode. Machined on a Cincom L32-XIILFV, it has 12 longitudinal, equispaced slots with a 14-micron width tolerance machined along the bore. The distance from the bottom of opposing slots must be held to within 25 microns.
The most recent Citizen Cincom to be delivered to the Maldon factory, in June 2025, was a Cincom L32-XIILFV sliding-head lathe of nominal 32 mm bar capacity, with B-axis live tool carrier and long parts collection unit. An almost identical machine was installed two years previously. As an indication of the precision attainable on this machining platform, a 25 mm diameter OFHC copper anode produced on it has 12 longitudinal, equispaced slots machined in the bore to a width tolerance of 14 microns. The distance from the bottom of opposing slots must be held to a limit tolerance of 14.415 mm / 14.440 mm.
Notable also is that the B-axis option on these machines is essential for milling an angled flat on a titanium ball joint, a feature that is impossible to realise on other Citizen lathes at C&M and would have necessitated a second operation to be carried out. Mr Cable tends to buy the most capable variant of all Citizen lathes to make sure there is maximum capability on the shop floor, so these lathes are equipped with a kit that allows feeding of oversize bar stock up to 38 mm.
The Cincom installed in March last year was an 8-axis CNC model, an L12-XLFV.
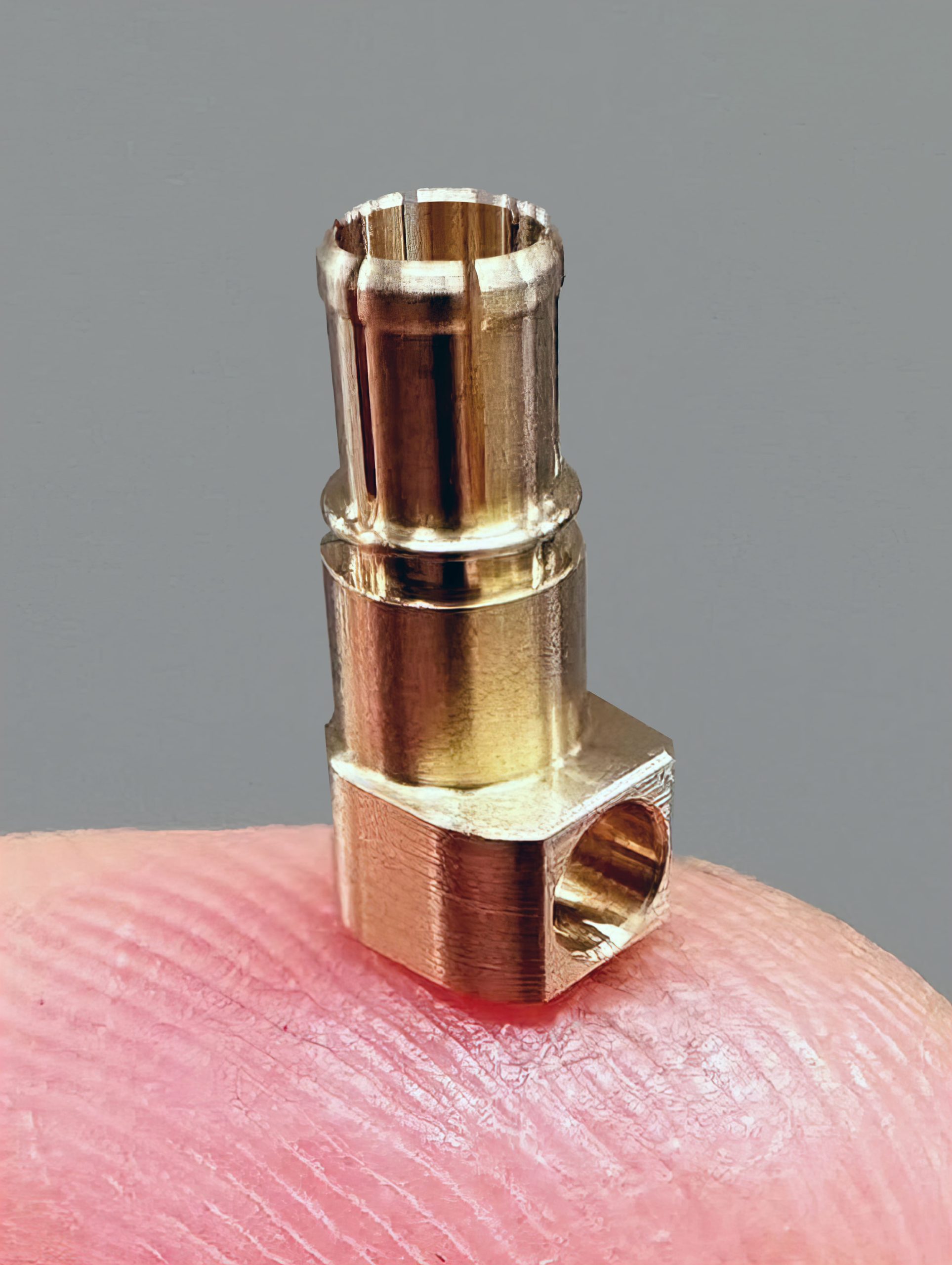
A little over a year before its arrival, a 12 mm capacity Cincom L12-XLFV with a long parts unit and a Y2 axis on the counter-spindle for additional back working opportunities was bought, joining an earlier, similar machine installed in 2019. These lathes have revolutionised the production of smaller parts. An example is the machining of connector contacts from beryllium-copper bar. Each is 7.4 mm long, less than one millimetre in diameter which is turned to ± 12.7 microns, and has two 0.2 mm wide slots spaced 180 degrees apart plus a 0.51 mm diameter, 2.3 mm long hole drilled axially into one end.
When C&M was visited, the L12-XLFV was machining connector contacts from beryllium-copper bar. It is 7.4 mm long, less than one millimetre in diameter turned to ± 12.7 microns, and has two 0.2 mm wide slots spaced 180 degrees apart plus a 0.51 mm diameter, 2.3 mm long hole drilled axially into one end.
The Miyano ANX-42SYY, which has Y-axis motion on both tool turrets, is the latest Citizen fixed-head lathe to be installed at C&M.
The other recently-installed Citizen lathe is a fixed-head, twin-turret, twin-spindle Miyano ANX-42SYY, which in December 2024 joined two larger capacity, double Y-axis Miyanos, both BNE-65MYY models. Again, the number denotes the nominal bar capacity in millimetres. The ANX model, a 10-axis CNC lathe, was the first of Citizen’s fixed-head lathes to have LFV. Notable features are its ability to perform 3-axis simultaneous cycles, double Y-axis cutting, and superimposed machining with three tools in cut at the same time due to X-axis movement of the sub spindle.
A typical component produced on one of the smaller capacity Citizen Cincom lathes at C&M.
Leon Rawlinson, who joined C&M a couple of years ago as production manager, brought with him extensive experience of turning. He introduced the subcontractor to single-point broaching of hex and Torx features, instead of wobble broaching them. The former, faster method exploits the high power and Y-axis capability of the Miyanos, producing a better surface finish while eliminating the considerable stresses imparted to the lathe structure by wobble broaching. The change in manufacturing process has helped the subcontractor to win new business for the fixed-head turning centres.
This aluminium broadcasting microphone part illustrates why use of the Y-axis turrets on the Miyanos is essential.
All this modern technology, which includes an ability to remove the guide bush on current Cincom models so that less expensive bar can be used and stock wastage reduced when machining relatively short parts, helps to mitigate the increasingly high cost of running a subcontract business these days. There are additional opportunities to increase turnover and profitability, for example by producing prismatic parts that require no rotational machining at all on the 13 turn-mill centres. Mr Cable says this is frequently done in the Maldon factory, as a bar-fed turn-mill lathe will always produce such components at a lower cost than is possible on a machining centre, so new business may be won this way.
However, despite all the technological progress, there is an ongoing issue of a lack of Government support for manufacturing. Mr Cable is a vocal campaigner on representation for the sector in Westminster and met with Rt Hon Sir John Whittingdale OBE MP at the subcontractor’s factory on 11th July 2025. He was presented with tangible examples of challenges at C&M, like escalating energy costs, and four days later the MP for the Maldon constituency raised the issue of industrial electricity prices in the House of Commons.
C&M Precision had thus successfully elevated the issue to parliamentary attention. However, the initiative is not merely about electricity prices nor one company’s struggles. It is a powerful demonstration of how targeted dialogue with policymakers can spark a wider conversation and encourage Governmental bodies to review and address systemic issues impacting the UK’s vital SME manufacturing base. Mr Cable eagerly awaits further feedback.
John Cable (left) speaking with Rt Hon Sir John Whittingdale OBE, Conservative MP for the Maldon constituency, when he visited C&M Precision in July 2025. Visiting on the same day was Andrea Wilson, a director of Hone-All Precision, who is equally vocal about the need for a Government tsar to look after the interests of SMEs.
Medical Equipment Factory’s Meteoric Expansion Continues Alongside Citizen Lathe Investments
Formerly with an almost exclusive focus on producing equipment such as resuscitators used by paramedics and first responders in pre-hospital care and the emergency services, Halstead-based Meditech has since the…
4-axis Chip-breaking Takes Productivity To The Next Level
MACH 2026 will be the first major UK exhibition at which Citizen Machinery’s patented LFV (low frequency vibration) chip breaking will be demonstrated with 4-axis simultaneous capability. While the functionality…
Ten Sliding-head Lathes In Five Years Transform Production Efficiency
Established in 1995, toolmaking, metal pressings and plastic injection moulding services provider TWP Manufacturing Group, Tipton, started making a range of proprietary products after the financial crisis of 2008 to…